中餐菜單分類名稱創意與2020年菜單12大趨勢 數字文化創意內容應用服務的視角
在餐飲業競爭日益激烈的今天,一份設計精良、分類清晰的菜單不僅是點餐工具,更是品牌文化、消費體驗與營銷策略的集中體現。通過對數千家餐飲企業的深入研究,結合數字文化創意內容應用服務的前沿視角,我們出2020年中餐菜單在分類名稱創意上的12大顯著趨勢。這些趨勢不僅反映了市場口味與消費心理的變化,更揭示了技術賦能下,菜單如何從靜態列表演變為動態的、個性化的品牌溝通媒介。
趨勢一:情感共鳴型分類
告別傳統的“涼菜”、“熱菜”、“主食”等刻板分類,采用更能引發情感共鳴的名稱。例如,“開胃前奏”、“暖心家常”、“鎮店之寶”、“分享時刻”或“深夜慰藉”。這類名稱通過敘事性語言,將菜品與用餐場景、情感體驗綁定,提升消費的儀式感與記憶點。
趨勢二:食材本源導向
隨著消費者對食材溯源、健康與可持續性的關注加深,菜單分類直接以核心食材或產地為名。如“本港鮮味”、“山野時蔬”、“高原饋贈”、“有機農場直供”。這體現了對食材品質的自信,迎合了“從農場到餐桌”的透明化消費需求。
趨勢三:烹飪技法凸顯
強調獨特的烹飪工藝,將分類作為展示技藝的窗口。例如,“匠心慢烤”、“古法蒸鮮”、“鑊氣小炒”、“堂灼/堂烹專區”。這不僅突出了菜品的獨特賣點,也向顧客傳遞了專業與專注的品牌形象。
趨勢四:風味地圖與地域IP
以地域文化為線索進行分類,構建“舌尖上的旅行”體驗。如“巴蜀麻辣江湖”、“嶺南清鮮風味”、“江南溫潤雅食”、“西北豪情風味”。結合數字內容服務,可通過二維碼鏈接到菜品背后的風土人情短視頻或AR互動,深化文化體驗。
趨勢五:時令與節氣限定
菜單動態化,設立“春日嘗鮮”、“盛夏冰爽”、“秋日潤補”、“冬日暖鍋”等季節性分類,甚至細化到“芒種特選”、“霜降膳補”。通過數字菜單后臺可輕松更新,營造“不時不食”的新鮮感與稀缺性。
趨勢六:健康功能細分
針對健康飲食潮流,設立“輕食無負擔”、“高蛋白優選”、“素食主義”、“低GI(血糖生成指數)選擇”等分類。名稱直接對應消費者的健康管理目標,清晰明了。
趨勢七:分量與場景適配
分類名稱明確指向用餐人數或場景,如“一人食的精致”、“二人甜蜜套餐”、“四人歡聚組合”、“十人盛宴招牌”。這種分類降低了顧客的點餐決策成本,提升了組合銷售效率。
趨勢八:主廚推薦與故事化
設立“主廚心選”、“老板的私藏”、“傳承三代的味道”等分類。結合數字應用,可為每道推薦菜嵌入主廚介紹、創作靈感短視頻或顧客好評,增強信任感與吸引力。
趨勢九:跨界融合創意
在創新菜系或融合菜餐廳中,出現如“中式解構”、“味覺實驗”、“創意碰撞”等分類名稱,吸引追求新奇體驗的年輕客群。
趨勢十:經典重塑與懷舊
“童年記憶”、“媽媽的味道”、“經典復刻”等分類,通過情感懷舊引發共鳴,賦予傳統菜品新的情感價值。
趨勢十一:數字化互動入口
分類名稱本身可能包含互動引導,如“掃碼聽故事”、“AR尋寶菜品”、“網友票選Top榜”。這直接將菜單分類轉化為數字內容與社交互動的入口,提升參與感。
趨勢十二:可持續發展宣言
設立“零浪費料理”、“可持續海鮮”、“植物基風尚”等分類,名稱直接傳達品牌的環保理念,吸引價值觀趨同的消費者。
數字文化創意內容應用服務的賦能角色
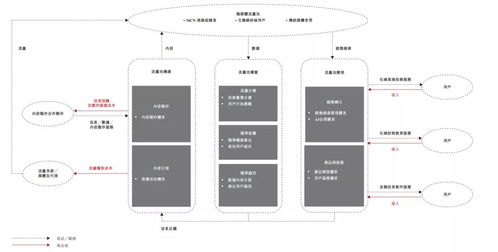
以上趨勢的實現與強化,高度依賴于數字文化創意內容應用服務。具體表現為:
- 動態菜單管理:云菜單系統允許餐廳隨時、低成本地更新分類與菜品,響應趨勢變化。
- 多媒體內容集成:通過二維碼、小程序、AR技術,為每個分類或菜品附加短視頻、食材溯源信息、烹飪過程、文化故事等,使靜態文字菜單變得生動豐富。
- 數據分析驅動:后臺分析各分類的點擊率、下單率等數據,幫助餐廳優化分類名稱與菜品結構,實現精準營銷。
- 個性化呈現:基于顧客畫像或點餐歷史,數字菜單可動態調整分類的顯示順序或突出推薦,實現“千人千面”。
- 社交功能融合:將菜單分類與社交分享、用戶生成內容(如拍照打卡特定分類)結合,擴大品牌傳播。
****
2020年的中餐菜單分類命名,已從單純的功能性目錄,進化為融合情感營銷、文化敘事、健康理念與數字體驗的品牌前沿陣地。成功的分類名稱創意,根植于對目標客群的深刻洞察,并借助數字文化創意內容應用服務,得以生動呈現和高效傳播。菜單作為“可食用的媒體”,其分類的創意與交互深度,將繼續成為餐飲品牌塑造差異化競爭力的關鍵一環。
如若轉載,請注明出處:http://www.ygflesh.cn/product/65.html
更新時間:2026-04-02 14:00:43